

















































L’impianto biodigestore, progettato per trattare la frazione organica dei rifiuti urbani da raccolta differenziata mediante la cosiddetta “digestione anaerobica”, offre numerosi significativi benefici, tra cui la riduzione dei rifiuti e la produzione di energia rinnovabile.
Il presente articolo è stato realizzato da: G. Battistini, Utres Ambiente S.r.l. Società di Ingegneria, Roma – G. Ficoneri Bolasco, Utres Ambiente S.r.l. Società di Ingegneria, Roma – F. Fiori, Università Politecnica delle Marche, Ancona – G. Giampaoli, Cosmari S.r.l., Tolentino (MC) – F. Martino, Martino Associati Grosseto S.r.l. – B. Pellei, Cosmari S.r.l., Tolentino (MC) – M. Rogante, Cosmari S.r.l., Tolentino (MC), Studio d’Ingegneria Rogante, Civitanova Marche (MC)
Nell'articolo
Cos’è un biodigestore?
Un biodigestore, è un impianto progettato per trattare la frazione organica dei rifiuti urbani da raccolta differenziata attraverso il processo biologico di “digestione anaerobica”, che consente di ridurre i rifiuti e produrre energia rinnovabile.
I moderni biodigestori si avvalgono delle più progredite tecnologie, rivelandosi in grado di ridurre al minimo gli impatti sull’ambiente e sul territorio: con un’adeguata gestione e nel rispetto delle vigenti normative ambientali, tale tipologia d’impianti può rivestire un ruolo fondamentale nella transizione verso un’economia più sostenibile.
Cos’è la digestione anaerobica?
Le esperienze scientifiche e industriali a livello europeo, unite ai mutamenti economici degli ultimi 40 anni, consentono di annoverare il processo biologico denominato “digestione anaerobica” (DA) tra le tecnologie più rispettose dell’ambiente ed economicamente convenienti per trattare e gestire i rifiuti organici.
La DA è un’importante tecnologia di trattamento, poiché genera energia rinnovabile sotto forma di biogas.
Il Manifesto EBA 2024-2029
Da tempo l’importanza del processo di DA è considerata indiscussa, osservando ad es. le diverse migliaia d’impianti di biogas già installati in Europa fino al 2012 e la capacità installata superiore a 7400 MWel, secondo il coevo Rapporto Biogas dell’European Biogas Association (EBA) [1].
Nel recente Manifesto EBA 2024-2029 [2] è esplicitato che:
- il “Green Deal” europeo e il Piano REPowerEU hanno tracciato un percorso visionario per un’Europa sostenibile e a zero emissioni di carbonio entro il 2050 [3-5]
- dando priorità al biogas e al biometano quali componenti essenziali della transizione verde circolare, si può raggiungere collettivamente la neutralità climatica dell’UE, garantendo un futuro più sicuro e sostenibile per tutti
- i biogas, compreso il biometano, sono vettori d’energia rinnovabile e possiedono il potenziale per rivoluzionare il nostro sistema energetico, promuovendo pratiche sostenibili nella gestione dei rifiuti e in agricoltura, poiché sono in grado di adattarsi alle infrastrutture esistenti, garantendo un’efficienza sistemica in termini di costi e guidando un cambiamento trasformativo verso un’Europa più verde e pulita.
Come funzionano gli impianti biodigestori?
Gli impianti biodigestori sono progettati per trattare i rifiuti organici attraverso la DA, che avviene in assenza d’ossigeno: i microorganismi decompongono la materia organica in una miscela costituita da biogas – costituito principalmente da metano (CH4) e anidride carbonica (CO2) – e da digestato, consistente in un prodotto residuo ricco di nutrienti.
I vantaggi
Questa tecnologia, nel suo impiego per il trattamento dei rifiuti urbani, offre numerosi vantaggi tra cui:
- Gestione e riduzione dei rifiuti, consentendo di diminuire la quantità di rifiuti organici come i rifiuti alimentari che giungono in discarica o sono smaltiti in modo inadeguato. Ciò contribuisce a ridurre sia la quantità complessiva di rifiuti urbani, sia l’impatto ambientale associato, contribuendo quindi ad una gestione sostenibile dei rifiuti organici: rivelandosi pertanto fondamentale in corrispondenza di aree urbane, agricole e industriali, ove la produzione di tali rifiuti è significativa.
- Produzione di biogas, che può utilizzarsi come fonte d’energia rinnovabile per generare elettricità e calore, riducendo così la dipendenza da fonti energetiche non rinnovabili quali i combustibili fossili.
- Produzione di fertilizzanti: il digestato ricavato come prodotto residuo è un fertilizzante naturale ricco di nutrienti come azoto e fosforo, e può utilizzarsi per migliorare la fertilità del suolo. Si riduce, in tal modo, la necessità di fertilizzanti chimici, contribuendo a una gestione sostenibile dei nutrienti.
- Riduzione degli odori e dei parassiti: la DA dei rifiuti organici riduce gli odori sgradevoli associati alla loro decomposizione, potendo contribuire a controllare la proliferazione di parassiti connessi ai rifiuti e migliorando così la qualità dell’aria nelle vicinanze.
- Riduzione delle emissioni di gas serra: il metano prodotto dalla decomposizione anaerobica dei rifiuti organici, infatti, è catturato e utilizzato come fonte d’energia, impedendo che sia rilasciato in atmosfera [6].
- Trattando i rifiuti organici mediante biodigestione, si riduce la quantità di rifiuti destinati alla discarica, contribuendo così a prolungarne la vita utile e a risparmiare prezioso spazio.
- Benefici economici, generando entrate attraverso: la produzione di biogas; la vendita d’energia elettrica, calore o fertilizzanti; l’ottenimento di crediti per le emissioni di gas serra; il risparmio sui costi di smaltimento dei rifiuti.
- Conformità normativa: l’uso dei biodigestori può aiutare le comunità a rispettare le normative ambientali e ad evitare sanzioni o multe dovute a smaltimento inadeguato dei rifiuti.
- Idoneità della DA per stabilizzare diversi substrati organici.
- Disponibilità di numerosi processi commerciali, ad es. mesofili/termofili, reattore con serbatoio agitato continuo a secco/umido (CSTR)/tappo flusso (PF).
- L’energia rinnovabile può, in parte, sostituire quella fossile.
- Possibilità di chiudere il ciclo dei rifiuti, poiché oltre all’organico sono trattati anche gli sfalci.
- Carburanti, ad es. biometano (CH4), il cui impiego ha un positivo impatto sul clima, riducendo le emissioni di gas serra e migliorando la qualità dell’aria urbana, poiché i fattori d’emissione del biometano sono fino a 10 volte inferiori a quelli dei combustibili liquidi [7]; l’immissione di biometano nella rete nazionale, inoltre, potrebbe ridurre il consumo di combustibili solidi residenziali in alcune regioni specifiche, con notevoli benefici sulla qualità dell’aria interna e sulla salute umana [8].
Si prevede infine che nel prossimo futuro gli impianti di DA possano sempre più agire anche come vere e proprie fabbriche di prodotti chimici di origine biologica, quali acidi carbossilici, poliesteri e altri composti, offrendo quindi la possibilità di convertire residui dell’agricoltura e degli allevamenti in composti utili per la realizzazione di biomateriali, in particolare bioplastiche, biolignite, materiali per la bioedilizia e tessuti.
L’efficacia dei biodigestori
L’efficacia dei biodigestori dipende dalla corretta gestione e manutenzione degli impianti, con monitoraggio dei livelli di pH, temperatura e altri parametri. La produzione di biogas, infatti, può variare a seconda del tipo e della quantità di materiale organico utilizzato, delle condizioni ambientali e delle attività di manutenzione.
La redditività può variare in base alle dimensioni, alla disponibilità di materiale organico e all’accesso a mercati per il biogas e il digestato. La qualità dei materiali organici utilizzati come alimentazione è importante e va evitato l’impiego di materiali contaminati o inquinati, che possono compromettere la produzione di biogas.
Anche se l’installazione richiede un investimento significativo in termini di capitale e infrastrutture, i biodigestori sono una tecnologia versatile e sostenibile, che senza impatto s’inserisce appieno nel campo dell’economia circolare, tanto è vero che in Italia è stata inclusa nelle previsioni del PNRR, anche se non tutti i relativi progetti sono stati finanziati per carenza di fondi.
In sintesi, l’introduzione della DA negli impianti esistenti per il trattamento dei rifiuti comporta un sostanziale miglioramento, allineato con:
- l’obiettivo fondamentale di riutilizzo delle risorse, tramite la produzione di ammendante compostato misto e biometano
- il recupero d’energia, attraverso l’utilizzo del biometano immesso nella rete
- la riduzione delle emissioni climalteranti, grazie alla liquefazione della CO2
- la diminuzione della quantità di materiale destinato alle discariche, conformemente alle direttive della normativa comunitaria.
Caratteristiche e funzionamento dei biodigestori
Il processo di DA, quale forma di decomposizione biologica della materia organica in ambiente privo d’ossigeno, converte i rifiuti organici urbani in energia termica ed elettrica e in altri prodotti di processo, coinvolgendo una serie di fasi guidate dall’azione di microrganismi anaerobici all’interno di appositi digestori. Questi ultimi sono progettati per fornire condizioni ambientali controllate, caratterizzate da una temperatura costante e dall’assenza di ossigeno.
Durante lo stesso processo, il materiale organico introdotto nel digestore è gradualmente decomposto da diversi tipi di batteri, producendo, oltre a CO2 e CH4, piccole quantità di altri composti gassosi, principalmente vapore acqueo, ammoniaca e idrogeno solforato.
In particolare, nel digestore, i microrganismi – principalmente batteri anaerobici – catalizzano la decomposizione della materia organica in composti più semplici, operando in diverse fasi metaboliche tra cui la fermentazione e la produzione di acidi organici. Altri gruppi di batteri, poi, convertono questi acidi organici in composti più stabili, quali CO2 e CH4.
Durante l’intero processo di DA si verificano reazioni cosiddette “redox” o di “ossido-riduzione”, in cui composti organici sono ossidati e ridotti, producendo una serie di reagenti intermedi. Tra questi, rientrano gli acidi organici, l’idrogeno e il metano, che alla fine contribuiscono a comporre il biogas prodotto nel digestore.
Il controllo accurato delle condizioni operative, comprese temperatura e assenza d’ossigeno, è essenziale per favorire l’efficienza delle fasi e massimizzare la produzione di biogas, fornendo così una fonte sostenibile d’energia e una gestione efficiente dei rifiuti organici.
Le fasi del processo di trattamento
Le varie fasi possono essere complessivamente riassunte come segue:
- apertura dei sacchetti di rifiuti mediante apposita macchina rompisacco e successivo processo di vagliatura, onde separare ed eliminare i rifiuti leggeri e di modeste dimensioni da quelli di grandi dimensioni
- deferrizzazione mediante opportuni magneti, atta a privare la massa organica degli eventuali contenuti ferrosi
- eliminazione di eventuali altri scarti non idonei alla DA, quali metalli e plastiche
- DA della frazione umida: il biodigestore, dopo un processo di pretrattamento e pulizia, convoglia l’umido in contenitori sigillati contenenti batteri che facilitano la trasformazione dell’organico in digestato e biogas; quest’ultimo è quindi sottoposto ad un processo di depurazione cosiddetto “upgrading“, che consente d’ottenere biometano
- trasformazione della frazione solida avanzata in seguito al processo d’estrazione del gas, vale a dire del digestato, in compost tramite apposito trattamento.
In particolare, il digestato è un utile sottoprodotto della DA di matrici organiche e si presenta come materiale fluido, con particelle solide in sospensione, aventi caratteristiche chimico-fisiche e agronomiche tali da poterlo considerare un buon fertilizzante. Esso è da tempo riconosciuto definitivamente quale sottoprodotto avente proprietà agronomiche talvolta assimilabili a quelle dei fertilizzanti di sintesi in commercio [9].
Le diverse tecnologie disponibili
I moderni impianti biodigestori per il trattamento di rifiuti umidi-verde comprendono una prima sezione di DA di tipo “a secco” o anche “a semisecco”, del tipo plug-in flow, e una seconda sezione aerobica con abbinamento tra una fase di biostabilizzazione accelerata e una fase di maturazione in platea aerata per il digestato. Ciò consente d’abbinare i benefici della tecnologia a secco – avente ridotta necessità di pretrattamenti e limitate produzioni di percolato rispetto alla tecnologia ad umido, che comporta il trattamento d’importanti volumi d’acqua – con vantaggi gestionali legati principalmente a continuità di processo e pulizia delle aree di lavoro.
Per la raffinazione del biogas è preferibilmente impiegata la tecnologia a membrane, recentemente scelta da importanti produttori italiani di compost, che offre i seguenti vantaggi:
- possibilità di ottenere le migliori prestazioni in termini di qualità dell’off-gas, considerando anche l’imminente aggiornamento normativo in materia per limitare le emissioni climalteranti quali gas metano
- possibilità di adattare la disposizione dell’impianto al contesto locale
- maggiore semplicità di gestione dell’impianto rispetto ad altre soluzioni
- costi di manutenzione contenuti.
Un’apposita linea impiantistica è inoltre dedicata al recupero della CO2 generata dal processo di raffinazione del biogas e produzione di biometano.
Il trattamento della FORSU
Il processo fermentativo è inizialmente avviato immettendo nei serbatoi un digestato già pronto proveniente da altri impianti di DA, che crea un ambiente adatto ai batteri per processare la frazione organica del rifiuto solido urbano (FORSU). Questa operazione è eseguita una sola volta e unicamente all’avvio dell’impianto, dopodiché il processo si autosostiene. Le caratteristiche di tale digestato possono rispondere, ad es., ai codici 190604 (digestato prodotto da trattamento anaerobico di rifiuti urbani) e 190606 (digestato prodotto dal trattamento anaerobico di rifiuti d’origine animale o vegetale) dell’Elenco Europeo Rifiuti (EER) [10].
Per quanto riguarda la composizione merceologica, la Figura 1 ne rappresenta un esempio.
La merceologia di un rifiuto è determinata mediante campionamenti in situ: passando da un campione omogeneo e rappresentativo del rifiuto da analizzare, lo si può scomporre in più frazioni che, adeguatamente ponderate, forniscono una corretta indicazione sulle sue caratteristiche.

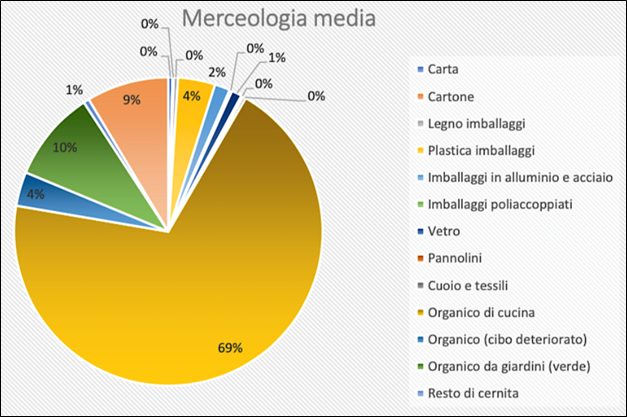
Figura 1. Classificazione merceologica della FORSU.
Quali sono le fasi del compostaggio?
L’impianto riceve una definita quantità di frazioni organiche provenienti dal circuito delle raccolte differenziate dei rifiuti solidi urbani (RSU), inclusiva della quota parte di frazioni lignocellulosiche necessarie alle varie fasi di processo. La FORSU in ingresso è scaricata in un’apposita fossa d’accumulo e quindi inviata alla sezione di pretrattamento che include, ad es., le operazioni di triturazione/omogeneizzazione, deferrizzazione, vagliatura e bioseparazione dei sovvalli.
Il sottovaglio proveniente dalla sezione di vagliatura e la frazione organica prodotta dalla sezione di bioseparazione sono quindi inviati ad una fossa di stoccaggio e di seguito avviati alla sezione di DA. I sovvalli prodotti dal bioseparatore, essendo scarti, sono avviati ad essiccamento e successiva valorizzazione energetica. Le frazioni lignocellulosiche sono invece triturate e avviate in parte alla sezione di compostaggio quale strutturante fresco, in parte alla sezione di DA, ove si svolge il primo dei due processi biologici di trattamento della frazione organica, in assenza d’ossigeno, che consente una rapida degradazione della sostanza organica producendo biogas.
In uscita dalla sezione di DA si ottiene il digestato, materiale impoverito che è inviato alla sezione di compostaggio, in cui è miscelato con materiale strutturante e quindi sottoposto a biossidazione accelerata. Dopo l’innesco delle reazioni, s’instaurano le condizioni di temperatura ed aerazione necessarie alla proliferazione dei ceppi microbici in tutta la massa del rifiuto, consentendo una rapida ossidazione della sostanza organica con riduzione in peso del prodotto finale.
Nella sezione di maturazione avviene la seconda parte del processo di compostaggio, allorché le reazioni aerobiche rallentano e il compost grezzo si stabilizza risolutivamente per essere poi sottoposto alla raffinazione finale.
Il biogas prodotto, costituito primariamente da CH4 (55-60%) e CO2 (40-45%), è poi raffinato per produrre biometano – dalle caratteristiche analoghe al metano d’origine fossile -, che è quindi immesso nella rete del gas naturale.
Tale biometano, ottenuto a partire da materie elencate nella parte A dell’allegato 3 del Decreto 10 ottobre 2014 e successive modifiche e integrazioni del Ministero dello Sviluppo Economico, è classificato “biometano” ai sensi del D.M. 15/09/2022.
La CO2 prodotta dalla raffinazione del biogas è a sua volta recuperata. In Figura 2 è rappresentato schematicamente, a titolo d’esempio, il processo di produzione del biometano.

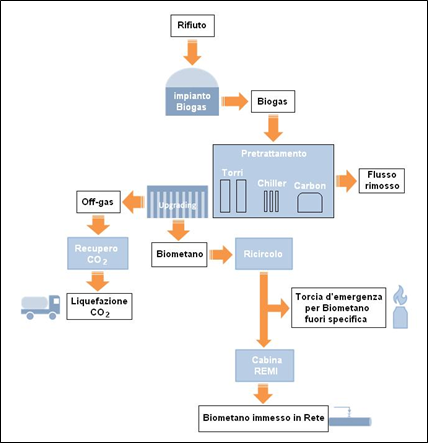
Figura 2. Schema a blocchi del processo di produzione del biometano.
Cosa viene prodotto dall’impianto biodigestore?
Dall’impianto, riepilogando, sono prodotti:
- compost di qualità, vale a dire ammendante compostato misto in conformità al D.Lgs. n. 75 del 29 aprile 2010, da distribuire in agricoltura/florovivaismo (il materiale di scarto proveniente della sezione di pretrattamento della FORSU, dopo essere opportunamente asciugato, è recuperato in impianti autorizzati)
- biometano
- CO2 liquefatta, convogliata in opportuni serbatoi di stoccaggio.
Per quanto riguarda le emissioni, considerando un moderno impianto biodigestore, valgono in generale le seguenti considerazioni.
- Tutte le attività di stoccaggio e trattamento dei rifiuti sono eseguite in ambienti ermeticamente chiusi, aspirati e mantenuti in depressione.
- Le emissioni gassose prodotte sia dalla sezione di pretrattamento, sia dai processi biologici di fermentazione aerobica – liberati principalmente nella movimentazione della biomassa -, che si manifestano soprattutto in composti odorigeni, rimangono in ambienti chiusi e sono aspirate, convogliate ed avviate ad apposito sistema di trattamento arie esauste.
- Un efficiente sistema d’aspirazione mantiene in depressione tutti gli edifici dell’intero sistema impiantistico.
- Le emissioni derivanti dalle fasi attive rimangono in ambienti chiusi e sono aspirate, convogliate e avviate ad un efficace duplice sistema di trattamento depurativo delle arie esauste mediante biofiltri ed altri dispositivi. Tale sistema riduce i particolati, elimina molteplici inquinanti gassosi, abbatte la concentrazione di NH3 e degrada biologicamente le sostanze organiche volatili a composti elementari, CO2, azoto ed acqua.
- L’inclusione di un impianto di liquefazione della CO2 per essere utilizzata nel comparto alimentare, in alternativa alla sua immissione diretta nell’ambiente, rappresenta una scelta progettuale incentrata sulla riduzione di qualsiasi inquinante in atmosfera.
- Per tale tipo d’impianto è stato redatto un Piano di Gestione degli Odori, che riporta dettagliatamente i punti principali d’emissione e gli strumenti d’abbattimento degli odori. Detto Piano prevede attività di monitoraggio degli odori e della qualità dell’aria, confrontando i dati raccolti e valutando eventuali elementi di criticità, con elaborazione di un Report Annuale di Monitoraggio da trasmettere alle Autorità competenti.
- I vari percolati sono collettati, raccolti all’interno di apposite vasche e depurati oppure utilizzati per irrorare il materiale nei digestori e nelle biocelle, o ancora avviati a smaltimento presso impianti autorizzati.
- L’emissione rumorosa rispetta il valore limite notturno e non sussistono elementi tecnologici che possano costituire sorgente di vibrazioni nei confronti dei ricettori sensibili posti nelle vicinanze.
Nelle moderne soluzioni impiantistiche, in particolare, non è previsto alcuno stoccaggio dedicato di biogas, né l’installazione di gasometro adibito a tale scopo: dal punto di produzione, vale a dire dai digestori anaerobici, il biogas è infatti avviato direttamente all’impianto di upgrading da dove avviene l’immissione in rete per gli usi consentiti.
Ulteriori aspetti fondamentali, progettuali, gestionali e d’impatto ambientale riguardanti la DA della frazione organica dei rifiuti solidi sono ampiamente trattati in [11].
Considerazioni sulla tecnologia
Mentre in natura la decomposizione di sostanze organiche causata dall’azione di microrganismi genera gas che si disperdono nell’atmosfera, in tale tipo d’impianto la produzione di biogas utilizza lo stesso principio naturale, ma in maniera controllata, limitando le emissioni atmosferiche.
Il biometano ottenuto dalla depurazione del biogas è simile al metano fossile, ma è derivato da materie prime rinnovabili. Esso può immettersi nella rete del gas naturale, essere utilizzato come carburante per autotrazione o impiegarsi per produrre energia elettrica e termica.
Vantaggi ambientali e sociali
La produzione di biogas e biometano, se gestita correttamente, offre due principali vantaggi ambientali e sociali:
- riduzione dell’uso di combustibili fossili, principale fonte di gas climalteranti,
- valorizzazione di materiali organici come effluenti zootecnici, residui colturali e FORSU, contribuendo così alla gestione sostenibile di flussi di materia inquinante.
Ulteriori vantaggi includono il beneficio del digestato per la fertilità del suolo, la riabilitazione di terreni agricoli abbandonati e l’utilizzo dell’infrastruttura esistente del gas naturale per la distribuzione del biometano.
La DA, in definitiva, consente un miglioramento notevole delle condizioni ambientali, con riduzione degli impatti odorigeni sulla popolazione residente nelle aree circostanti.
Scarti e sottoprodotti
Il digestato, da non considerare come scarto, al contrario costituisce il componente principale per il successivo processo di compostaggio: infatti, esso non è mescolato direttamente al compost, bensì combinato col materiale strutturante fresco, vale a dire il cippato, e col materiale strutturante di ricircolo. Il percorso successivo comprende aie aerobiche di biossidazione, culminando nelle fasi finali di maturazione e raffinazione. Da questo processo, emerge l’Ammendante Compostato Misto (ACM), un materiale riutilizzabile nell’ambito agricolo; l’utilizzo in agricoltura biologica del compost prodotto può certificarsi con l’iscrizione al registro nazionale dei fertilizzanti ed ammendanti.
L’impianto, in generale, non prevede alcuna variazione nella quantità e qualità degli scarti conferiti in discarica rispetto alle situazioni preesistenti, anzi è ipotizzabile una loro riduzione.
Il pericolo microbiologico
La letteratura scientifica e le esperienze su tale tipo d’impianti convergono unanimemente nel sostenere che il processo di DA costituisce un efficace mezzo per riduzione la presenza di batteri nocivi. Nel corso della DA il materiale in ingresso, composto da FORSU e rifiuti verdi, è soggetto a condizioni specifiche all’interno della vasca anaerobica, ove la temperatura è solitamente mantenuta costante a circa 52°C in campo termofilo per un periodo esteso di circa 21 giorni. Questo trattamento termico prolungato rappresenta un’igienizzazione atta a ridurre significativamente la carica patogena ed agisce in modo mirato ed efficace nell’eliminare potenziali fonti di pericolo microbiologico. La lunga esposizione a temperature elevate non solo inattiva batteri nocivi per la salute umana, bensì crea anche un ambiente sfavorevole per la sopravvivenza di patogeni. Il digestato risultante da questo processo, pertanto, può considerarsi sicuro e adatto per utilizzi successivi, come nel già citato caso del compostaggio.
Il piano finanziario
Il progetto di un biodigestore, infine, deve avere alla base un piano finanziario in grado di supportare l’economicità dell’intervento, garantendo un tempo di ritorno dell’investimento compatibile con la capacità economica e finanziaria dei soggetti che potrebbero essere coinvolti.
Aspetti qualificanti del progetto di un moderno biodigestore
Si considera, in questa sede, la realizzazione di un impianto di trattamento della FORSU con produzione di biometano destinato all’immissione nella rete locale di distribuzione di gas metano, e di ACM.
La tecnologia scelta per la DA, a secco plug-flow, consente di combinare i benefici della tecnologia a secco (vale a dire, limitata necessità di pretrattamenti, ridotte produzioni di percolato rispetto alla tecnologia ad umido che comporta il trattamento di ingenti volumi d’acqua) con i vantaggi gestionali legati a continuità del processo, pulizia delle aree di lavoro e diminuzione dei consumi energetici per l’autosostentamento del processo.
La tecnologia di raffinazione del biogas considerata per la produzione di biometano è a membrane ed offre i seguenti vantaggi:
- migliori performance in termini di qualità dell’offgas
- semplicità di gestione dell’impianto.
È compresa, inoltre, una linea impiantistica per il recupero della CO2 prodotta a seguito del processo di raffinazione del biogas, che riduce drasticamente l’emissione dell’offgas in atmosfera.
Dimensionamento e procedure di trattamento
L’impianto di trattamento della FORSU è dimensionato, ad esempio, per 70.000 ton/anno di frazioni organiche, comprensive anche delle frazioni lignocellulosiche necessarie nelle varie fasi di processo.
La FORSU in ingresso è scaricata in fossa d’accumulo e, tramite gru a ponte automatica, è inviata alla sezione di pretrattamento. Il sottovaglio proveniente dalla sezione di vagliatura e la frazione organica prodotta dalla sezione di bio-separazione sono quindi inviati ad una fossa di stoccaggio con funzione di “polmonamento” e da qui avviati tramite gru a ponte automatica alla sezione di digestione anaerobica. In tale sezione si svolge il processo, in assenza d’ossigeno, consentendo una rapida degradazione della sostanza organica e producendo biogas.
In uscita dalla sezione di DA, il digestato è inviato alla sezione di compostaggio. Tutte le sezioni impiantistiche, dalla ricezione della FORSU alla produzione dell’ACM, sono svolte in aree chiuse e dotate di dedicato apparato d’aspirazione aria con invio dell’aria al sistema di depurazione e trattamento costituito da scrubber e biofiltro.
L’impianto descritto corrisponde agli standard più evoluti attualmente disponibili.
Attraverso l’ottimizzazione del pretrattamento dei flussi in ingresso, si ottiene la minimizzazione degli scarti biodegradabili prodotti negli impianti tradizionali: questo obiettivo è raggiunto mediante l’impiego di bioseparatori ad elevata efficienza.
Focus del progetto
L’attenzione è posta sui seguenti elementi:
- Minimizzazione impatti ambientali
- completa segregazione degli ambienti fonti d’emissioni odorose e adozione di un idoneo sistema d’abbattimento dei composti odorigeni (scrubber acido e biofiltro);
- azzeramento delle emissioni della CO2 in uscita dall’upgrading tramite la sua liquefazione e successiva commercializzazione;
- riduzione delle movimentazioni con pale gommate grazie all’automazione delle linee di trattamento e conseguente abbattimento dei consumi di combustibili liquidi da fonte fossile.
- Efficientamento energetico
- sistema di digestione anaerobica ed upgrading ad alta efficienza con elevato tasso di produzione di biogas, pari ad es. a circa 160 Nm3/ton, e di biometano, pari ad es. a più di 5.000.000 Nm3/anno con riferimento alla potenzialità sopra indicata;
- eventuale integrazione di campo fotovoltaico d’opportuna potenza;
- impiego diffuso di componenti elettromeccaniche a ridotto impegno di potenza, largo utilizzo d’inverter e motori ad alta efficienza, gestione del sistema con building automation per ottimizzare i consumi energetici;
- realizzazione di sezione di cogenerazione a metano per autoproduzione di calore per il riscaldamento dei digestori e riduzione del consumo d’energia elettrica da rete esterna dell’impianto.
- Efficientamento del processo, riduzione scarti e recuperi
- impiego di soluzioni tecnologiche evolute: digestore semidry in regime termofilo a totale ricircolo dei percolati, con azzeramento dei fabbisogni idrici di processo e riduzione dei volumi di processo;
- impianto di liquefazione e recupero CO2;
- riduzione degli scarti a discarica, ottenuta mediante sistemi di pretrattamento tesi ad eliminare le frazioni non biodegradabili, nonché sistemi evoluti di raffinazione intermedia e finale per eliminare le eventuali residue frazioni estranee e sistema di ricircoli interni, minimizzando la percentuale di scarti a discarica;
- produzione di compost di qualità ai sensi del D.Lgs.75/2010.
Considerazioni conclusive su digestione anaerobica e impianti biodigestori
La DA è un’importante tecnologia di trattamento, poiché genera energia rinnovabile sotto forma di biogas, supporta il riciclaggio dei nutrienti ed è adatta alle aree urbane, dato che il processo avviene in ambienti chiusi e le emissioni sono più facili da gestire rispetto ad altre metodologie [12].
Gli impianti biodigestori sono progettati per trattare la FORSU unitamente al materiale strutturante, Rifiuti Verdi (entrambi rifiuti non pericolosi), pertanto non c’è possibilità di utilizzare altre tipologie di rifiuto nella linea di trattamento.
L’efficace stabilizzazione ottenibile dei rifiuti organici suscettibili di fermentazione permette di eliminare ogni problematica d’inquinamento da sostanza organica e le temperature di processo coinvolte assicurano il completo abbattimento di tutti i microrganismi patogeni.
Impianti di tenuta in depressione, aspirazione forzata e convogliamento delle arie esauste a sistemi di trattamento di depurazione basati su biofiltri ed altri dispositivi consentono l’abbattimento delle molecole connesse alle emissioni odorigene.
La DA, in definitiva, si allinea perfettamente con gli obiettivi di una vera economia circolare, rispettando le indicazioni delle più recenti norme europee sui rifiuti.
Tale tecnologia non solo contribuisce a migliorare il trattamento dei rifiuti, ma anche a generare benefici tangibili come il riutilizzo di risorse, la produzione d’energia sostenibile e la significativa riduzione delle emissioni ambientali.
Bibliografia
- [1] F. Cecchi, C. Cavinato, Anaerobic digestion of bio-waste: A mini-review focusing on territorial and environmental aspects, Waste Management & Research, 33/5 (2015), pp. 1-10. https://doi.org/10.1177/0734242X14568610
- [2] Biogases 8-points plan for a resilient and climate neutral EU, European Biogas Association (2023), p. 6. https://www.europeanbiogas.eu/wp-content/uploads/2023/09/Biogases-8-points-plan-for-a-resilient-and-climate-neutral-EU.pdf
- [3] The European Green Deal – Delivering the EU’s 2030 climate targets, European Commission (2023), p. 1. https://doi.org/10.2775/783179
- [4] Comunicazione della Commissione al Parlamento Europeo, al Consiglio Europeo, al Consiglio, al Comitato Economico e Sociale Europeo e al Comitato delle Regioni – Piano REPowerEU, Commissione Europea (2022), p. 23. https://eur-lex.europa.eu/resource.html?uri=cellar:fc930f14-d7ae-11ec-a95f-01aa75ed71a1.0023.02/DOC_1&format=PDF
- [5] Allegati della Comunicazione della Commissione al Parlamento Europeo, al Consiglio Europeo, al Consiglio, al Comitato Economico e Sociale Europeo e al Comitato delle Regioni – Piano REPowerEU, Commissione Europea (2022), p. 10. https://eur-lex.europa.eu/resource.html?uri=cellar:fc930f14-d7ae-11ec-a95f-01aa75ed71a1.0023.02/DOC_2&format=PDF
- [6] V. Paolini, F. Petracchini, M. Segreto, L. Tomassetti, N. Naja, A. Cecinato, Environmental impact of biogas: A short review of current knowledge, Journal of Environmental Science and Health, Part A, 53/10 (2018), pp. 899-906. https://doi.org/10.1080/10934529.2018.1459076
- [7] Emission inventory guidebook 2023, Section 1.A.3.b.iii Heavy-duty vehicles including buses, European Monitoring and Evaluation Programme; European Environmental Agency – EMEP/EEA (2023). https://www.eea.europa.eu//publications/emep-eea-guidebook-2023
- [8] S. Semple, A. Apsley, A. Wushishi, J. Smith, Commentary: Switching to biogas what effect could it have on indoor air quality and human health? Biomass Bioenergy 10 (2014), pp. 125-129. https://doi.org/10.1016/ j.biombioe.2014.01.054.
- [9] Il biogas che fa bene al paese: guida ad una fonte rinnovabile virtuosa per l’ambiente, Consorzio Italiano Gas (2012), p. 29. https://www.consorziobiogas.it/wp-content/uploads/2016/12/biogas_speciale_qualenergia_dic2012.pdf
- [10] Classificazione dei rifiuti e attribuzione del codice EER, Albo Nazionale Gestori Ambientali, Ministero dell’Ambiente e della Sicurezza Energetica, pagina web https://www.albonazionalegestoriambientali.it/Public/Iscrizione/CER
- [11] F. Cecchi, P. Battistoni, P. Pavan, D. Bolzonella, Digestione anaerobica della frazione organica dei rifiuti solidi: aspetti fondamentali, progettuali, gestionali, di impatto ambientale ed integrazione con la depurazione delle acque reflue, Manuali e linee guida 13/2005, APAT – Agenzia per la protezione dell’ambiente e per i servizi tecnici, Roma (2005), p. 152. https://www.isprambiente.gov.it/contentfiles/00003400/3482-manuali-linee-guida-2005.pdf
- [12] M. Särkilahti, V. Kinnunen, R. Kettunen, A. Jokinen, J.Rintala, Replacing entralized waste and sanitation infrastructure with local treatment and nutrient recycling: expert opinions in the context of urban planning, Technological Forecasting Soc. Change 118 (2017), pp. 195-204. https://doi.org/10.1016/j.techfore.2017.02.020.
Per approfondire
Potrebbero interessarti anche i nostri articoli su:
- Emissioni odorigene: definizione, monitoraggio e normativa
- Le Comunità energetiche rinnovabili: cosa sono e come funzionano
- Energia dalla biomassa: cos’è, come funziona e a cosa serve
- Cosa c’è nel Decreto PRATICHE ECOLOGICHE? 193 milioni per Biometano ed efficienza in agricoltura
Completa le tue conoscenze con i corsi di Formazione qualificata dell’Istituto Informa




Una squadra di professionisti editoriali ed esperti nelle tematiche della salute e sicurezza sul lavoro, prevenzione incendi, tutela dell’ambiente, edilizia, security e privacy. Da oltre 20 anni alla guida del canale di informazione online di EPC Editore